Fields of cost-effective application of mini-mills
Mini-mills are designed for cost-effective production of in-line needed quantities of round rods from any kind of deformable metals and alloys through the hot radial-shearing deformation method.
- flexible fabrication of precision round rods of small and medium sizes In small and -extra-small quantities;
- set-up of cost-effective structure to recycle metal, out-of-size waste;
- fabrication of small size sections from non-ferrous metal and alloys by rolling within the range of hard-to-get diameters, like 10 60 mm;
- research and development on innovative materials to obtain cost- effective and easily available means for hot plastic deformation.

Outline of technical parameters
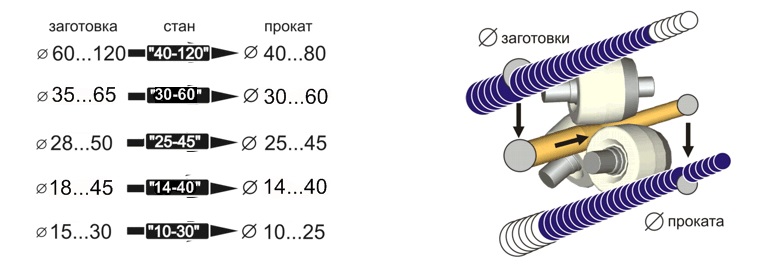
| Parameter | Mini-mill "10-30" | Mini-mill "25-45" | Mini-mill "40-120" |
|---|---|---|---|
| Workpiece: | |||
| - Diameter, mm | 15...30 | 28...50 | 60...120 |
| - Length, mm | 100...2000 | 100...2000 | 900...2000 |
| Rolled stock: | |||
| - Diameter, mm | 10...25 | 25...45 | 40...90 |
| - Length, mm | up to 6000 | up to 6000 | up to 6000 |
| - Accuracy, % | up to 1 | ||
| - Sweep, mm/m | up to 1 | ||
| Reduction | 1,1...5,0 | 1,1...4,5 | 1,1...4,5 |
| Productivity, t/hour | 0,1...0,3 | 0,4...2,0 | 3,0...12,0 |
| Drive power, kWt | 3x7,5 | 3x11,5 | 3x75 |
| Mini-mill mass, t | 1,3 | 5,4 | 21,0 |
| Operating area, m2 | up to 30 | up to 40 | up to 100 |
Product range
carbon, structural, tool, rust-resistant, refractory, heat resistant grades of steel.
copper, titanium, nickel, zirconium, aluminum, and respective alloys etc., including those made through continuous casting and powder.
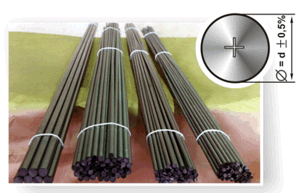
Accuracy
Reduction procedure, low force loads and specific rigidity of the working stands guarantee 1% tolerance per size.
Rods sweep does not exceed 1 mm/m.
Structure and attributes
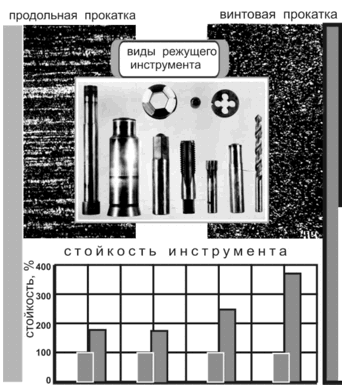
Macro-shearing migrations of metal particles would dominate in the nucleation site for deformation , thus deeply working through the structure at all levels of metallo-physical construction;
Practically, metal attributes would reach the potential maximum. In particular, plastic attributes and many performance ones would be enhanced by 1.5...2.0 times and more as compared with traditional methods of treatment under pressure.
Radial-shearing deformation
Term "Radial-shearing deformation" means radial deformation (reduction) of a workpiece according to scheme "circle-circle' . with spacious macro-shearing, induced by the slowing down of the movement of outer layer and accelerating the movement of the outer one. as metal keeps outflowing helicoidally in the deformation nucleation site.
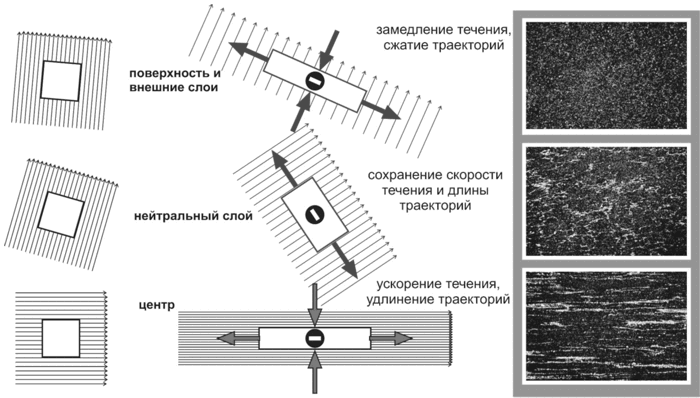
The trajectories and rates of deformation and work-up of metal structure at RSR are unique. They are quite effective for:
- making metal structure as finely divided;
- making rolled stock with naturally composed pseudo-layered structure;
- possibility for micro- and nano- structuring of metal in lengthy volumes.
Such conditions are not feasible to be achieved in principle in other stationary treatments of metal under pressure.
Salient features
A mini-mill is a techno-process system, which is synthesized by a computer - based treatment of unique rolling experience in the area of radial-shear deformation of solid state workpieces from more than 300 grades of alloys. The optimum technical parameters of rods radial-shear have been integrated into the mill design at the stage of conceptual engineering. The co-axial position of the motor-gearboxes of the main drive and that of the work rolls reduces to minimum the dynamic loads, noise and vibration at rolling. The main drive and work stand are mounted on the same welded frame. There is no need to have a heavy-duty foundation. If it is necessary, the stands can be easily moved to a new place. The stands can be operated by the personnel with comparatively low skill, without support from engineers.
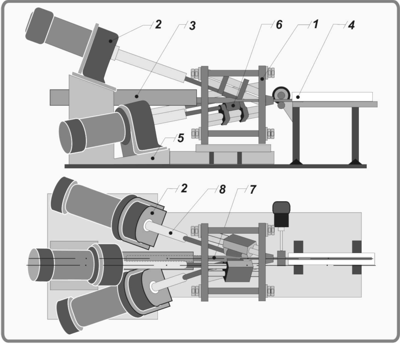
General View
- Rolling stand
- Motor gearboxes
- Input
- Output
- Welded frame
- Work roll
- Workpiece under rolling
- Spindle transmission
Rolling stands
Embody the idea of having a well-balanced spacious arrangement in line with the desired rigidity of the working passes and reduced total weight.
Contain a closed power circuit with self-braking rolls.
Fabricated from parts and units of simple geometric forms.
Fabricated from traditional structural materials by traditional methods.
Don't require pre-erection preparatory cycle.
Work Rolls
Unified by size and grade of product, capable of rolling within the continuous range of diameters, with free choice of reduction.
Equipped with a screw-free alignment mechanism, which is liberated form rolling force loads.
Fabricated from low alloyed grades of steel by traditional turning.
Wield long service life, a uniform wear does not exert a tangible effect upon the process and can be adjusted by alignment within the wide range of limitations.
It takes not more then 15 minutes to prepare the stands for any section.
Pipes screw rolling muni-mills
The screw rolling process and stands are meant for treating steel through screw rolling of solid round-shaped bars and production of hot rolled pipes at high standards for accuracy and finishing of surface, from carbonaceous, alloyed, high alloyed grades of steel, as well as non-ferrous metals, including titanium and zirconium alloys.
The technology enables to make pipes under low tolerances in respect of walls thickness (not more than ±5%) and diameter (±0.5%) of inner and outer surfaces. The process is realized on a pipe rolling mini-mill of innovative design. The production is based on a method of broaching at the screw rolling duo-mill with gards in cone rolls.
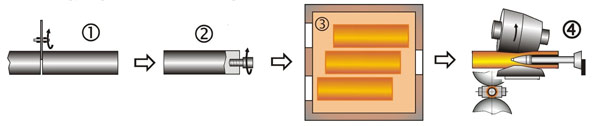
The method consists of the following operations:
- Mechanical cutting of work-pieces into gauges.
- Centering of the work-pieces heads in cold condition.
- Uniform reheating of the work-piece along its length and diameter.
- Stiff and accurate fixation and maintenance of rolls, guards and mandrels with the bar at the deformation point.
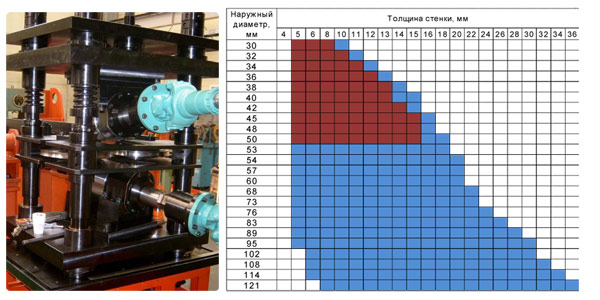
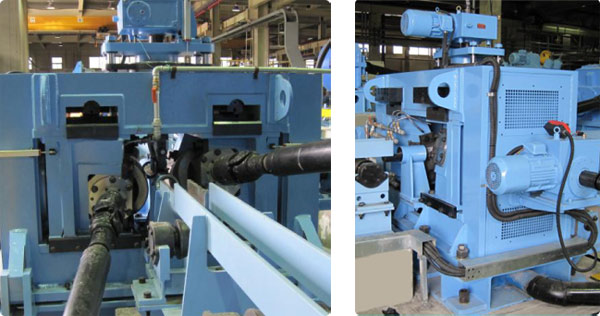
The process to make 30 to 120 mm diameter and 5-36 mm thick wall pipes is realized on a power-saving automated compact equipment. The screw rolling mini-facility is a mobile and efficient unit, designed for the production of high quality pipes of a wide range of sizes from carbonaceous and alloyed grades of steel and various alloys, including those based on titanium and nickel, through a simple and efficient method at a comparatively low capital cost and output of up to 1500 tons per annum. The working stand of the broaching screw rolling mill is made with a weld lighted frame of upgraded stiffness, less then 7 tons in weight. The main equipment is clubbed through transferring facilities into a single production line.
The technology in question and design features of the invention made it possible to realize the concept of a mini-works, featuring the following benefits:
- a possibility to satisfy the need in seamless pipes felt locally, in an industry, company, enterprise;
- high economic efficiency even in case of small output batches of product;
- wide range of sizes and grades.
Multy-purpose lengthwise rolling mills
The work rolls are arranged horizontally in the stand of the multi-purpose lengthwise rolling mill DUO-330. It is used for a wide range of products, from sheets to complicated sections and round-shaped bars of various steel and alloy grades.
The device for putting the upper roll to its place consists of a forcing/counterbalancing member. The counterbalance keeps the upper roll with chocks in a hanging position. The working stand on the mill line is mounted upon the slabs that are built into the foundation.
The rolls are working non-stop , they feature long service life , evenly distributed wear rate, without affecting the process, they are capable of compensating for the roll adjustment in a wide way.
Working stand of DUO-330
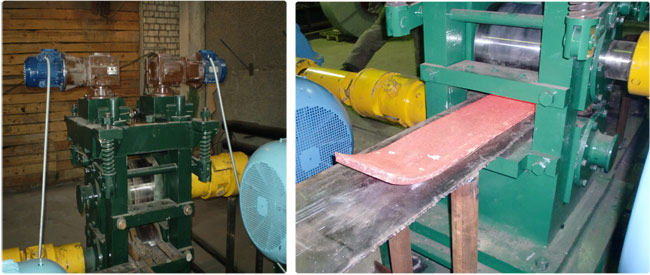
Short list of specifications
| Parameter | Value | |
|---|---|---|
| Workpiece: | ||
| - width, mm | 65...75 | |
| - height, mm | 30...65 | |
| - length, mm | up to 1500 | |
| Ready product: | ||
| - height, mm | 20...50 | |
| - length, mm | up to 4000 | |
| - tolerance, ± % | 5 | |
| Metal forming process | Hot lengthwise rolling | |
| Drive power, kW | 12x55 | |
| Productivity, t/hour | 0,4...2,0 | |
| Main sizes of stand: | ||
| length, mm | 800 | |
| - width, mm | 1100 | |
| - height, mm | 1450 | |