ISTOK ML Co. has designed heat accumulating cassettes to HSP, that are installed on the intermediate roller table of wide hot strip mills.
Each section of HSP has an even number of cassettes, that can be easily disassembled within 20-25 minutes. In a cassette there is a set of specific identical rectangular tubes, that are filled with heat insulating wool. The tubes are fabricated of thin sheets, made of a refractory alloy of mass production, they serve as replacement parts of cassettes. The wall of each tube which faces the roller table, is replaceable, it is connected with the other walls of the tube through continuous hinges. In the HSP design there is a provision which enables to make use of the rectangular pipes back. This technical embodiment in HSP has decreased capital and operation cost twofold. The sluggishness of HSP has also dwindled substantially.
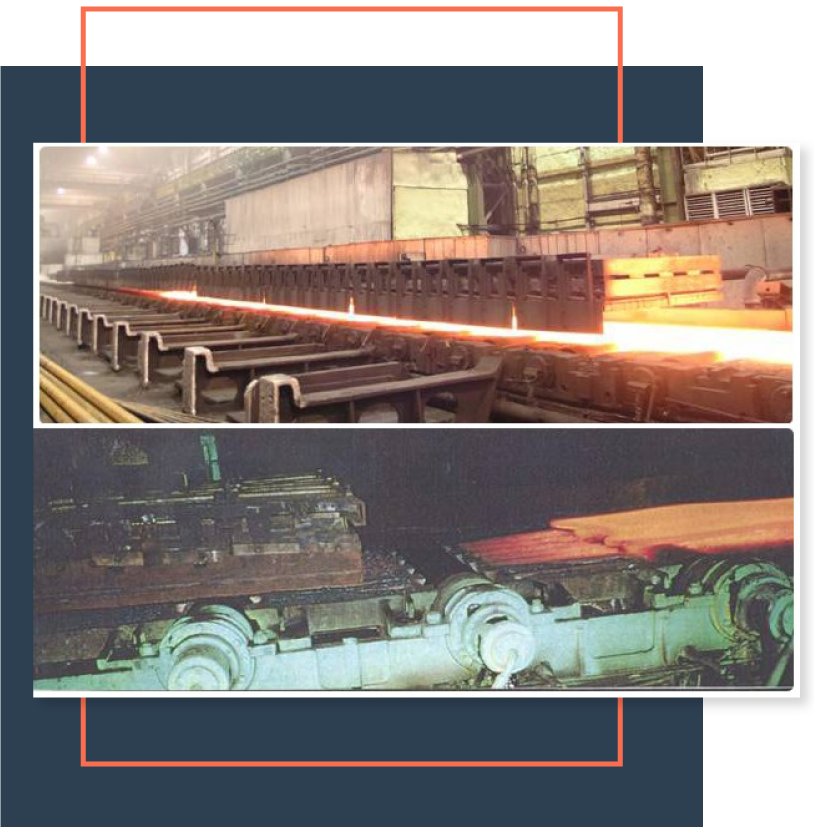
In HSP, the upper surface of the strip under rolling is insulated by a set of sections identical in design, they are installed above the roller table at a distance of 250 mm from its level, each section being of length dividable by 580 mm, with individual drives to/from the roller table. The bottom surface of the strip under rolling is thermoinsulated thanks to air scale which is accumulated in special containers, arranged in the inter-roll plates. The table rollers are cooled internally.

Nowadays, there are three HSP in operation:
one on rolling mill 2000 at the Novolipetsk integrated steel plant since 1996, the other on rolling mill 2000 at Severstal steel works since 2003 and the third one on rolling mill 1700 at the Ilyich integrated steel plant in Ukraine. TSP heat retaining efficiency rate comes to 80%, the quazi-stationary operation is reached at 3rd or 4th roll-out. In case of impacts caused by slabs, the cassettes would remain fully serviceable. The service life of tubes in the cassets comes to 18-36 months, in fact it will depend on the operating conditions.
There are dies that are specifically designed for the fabrication of the tubes, a technology for this fabrication and a method how to assemble them in a cassette. A power press of about 0.6 MN can be used for the fabrication of these tubes. Return-on-investment for HSP is 3…6 months. THS upgrades the quality of rolled strips due to the fact that temperature and velocity conditions of rolling process in the finishing stands become stable and a possibility is provided to make the rolling of especially thin strips a steady operation.